
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
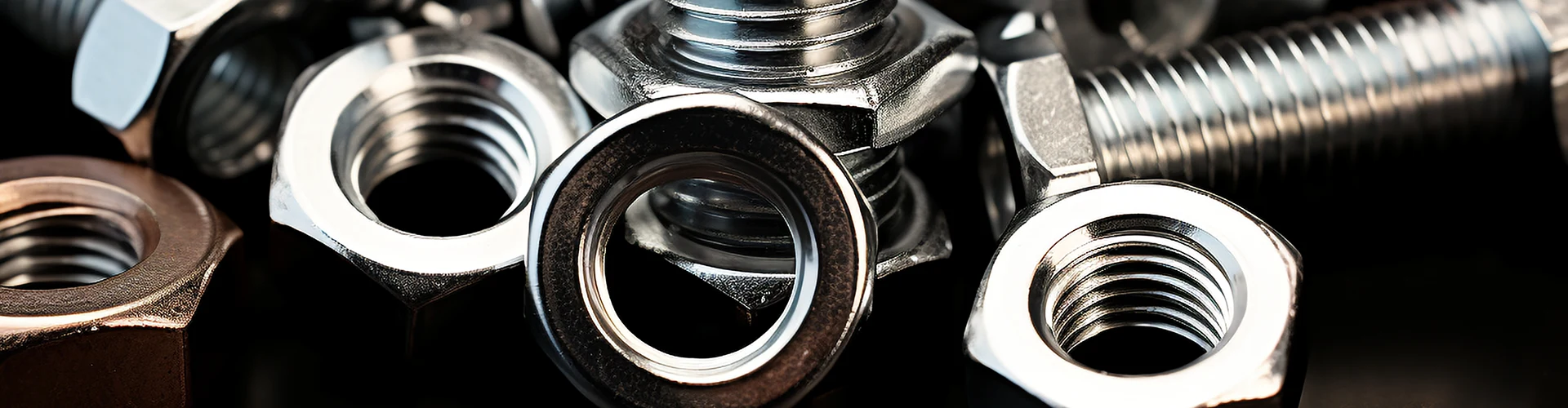


पूरी तरह से थ्रेडेड स्टड बोल्ट
चीन ज़ियाओगुओ® फुली थ्रेडेड स्टड बोल्ट में समान क्लैंपिंग के लिए एक सिरे से दूसरे सिरे तक धागे होते हैं। रोल्ड धागों के साथ ग्रेड 8.8 मिश्र धातु इस्पात - तनाव बनाए रखता है, मानक नट में फिट बैठता है, बिना बाइंडिंग के स्थापित होता है। फ्लैंज, दबाव वाहिकाओं, संरचनात्मक जोड़ों के लिए अच्छा है। सुसंगत आकार, तैयार स्टॉक।
जांच भेजें
उत्पाद वर्णन
मानक विशिष्टताएँ
हम इन तीन पहलुओं में आपके लिए फुली थ्रेडेड स्टड बोल्ट के मानक विनिर्देश पेश करेंगे।
(1) आयामी मानक
मीट्रिक: डीआईएन 975, डीआईएन 976, आईएसओ 898-1
इंपीरियल (एकीकृत): एएनएसआई/एएसएमई बी18.31.1, यूएनसी/यूएनएफ थ्रेड श्रृंखला
धागा सहनशीलता: मीट्रिक: कक्षा 6जी
इंपीरियल: कक्षा 2ए
(2)सामग्री एवं शक्ति ग्रेड
कार्बन स्टील
ग्रेड 4.8/5.6 - लाइट ड्यूटी, सामान्य सभा
ग्रेड 8.8 - मशीनरी और संरचनात्मक कार्यों के लिए सबसे आम
ग्रेड 10.9 / 12.9 - उच्च शक्ति, भारी भार

मिश्र धातु इस्पात (उच्च तापमान/दबाव)
एएसटीएम ए193 बी7 - उच्च तापमान, उच्च दबाव फ्लैंज और पाइपिंग के लिए मानक
एएसटीएम ए193 बी16 - और भी अधिक तापमान सेवा के लिए
स्टेनलेस स्टील
304 (ए2) - अच्छा सामान्य संक्षारण प्रतिरोध
316 (ए4) - समुद्री, रासायनिक और तटीय वातावरण के लिए बेहतर
आमतौर पर ISO 3506‑1 संपत्ति वर्ग A2‑70, A4‑70, या A4‑80 से मिलते हैं
(3) सतही फ़िनिश (मानक के अनुसार)
जिंक चढ़ाना - बुनियादी सुरक्षा, इनडोर उपयोग के लिए आम
हॉट-डिप गैल्वनाइजिंग - बाहरी और संक्षारक वातावरण के लिए मोटी कोटिंग
ब्लैक ऑक्साइड - प्रकाश संरक्षण, गैर-प्रतिबिंबित फिनिश
स्टेनलेस स्टील - किसी कोटिंग की आवश्यकता नहीं; एएसटीएम ए967 के अनुसार निष्क्रिय

संरचनात्मक विशेषताएं
फुली थ्रेडेड स्टड बोल्ट की संरचना सबसे विशिष्ट विशेषता है। यदि आप रुचि रखते हैं, कृपया हमसे संपर्क करें।
(1) पूर्ण-थ्रेड सतत संरचना
अभिन्न धागा: एक सिरे से दूसरे सिरे तक पूरी लंबाई बिना किसी चिकने खंड के पिरोई गई है।
कोई भी कटिंग: आप जब तक चाहें तब तक काट सकते हैं और काटने के बाद नट्स को कस भी सकते हैं.
निरंतर बल अनुप्रयोग: धागे समान रूप से वितरित होते हैं और बल समान रूप से लगाया जाता है।
(2) थ्रेड प्रोसेसिंग विधि (रोलिंग)
रोलिंग प्रक्रिया: धागे को काटा नहीं जाता बल्कि रोलिंग प्लेट या रोलिंग मशीन से दबाकर बनाया जाता है।
निरंतर धातु पट्टिका: रोलिंग से सामग्री के तंतु नहीं कटते हैं, और धागे की जड़ अधिक सघन होती है। थकान शक्ति और तन्य शक्ति मोड़ने से उत्पन्न थ्रेडेड भागों की तुलना में अधिक होती है।
चिकनी सतह: काटने से कोई गड़गड़ाहट या खरोंच नहीं बची है। नट को आसानी से पेंच किया जा सकता है और आसानी से चिपकता नहीं है।
(3) कोई हेड डिज़ाइन नहीं
दोनों सिरों पर सममित: कोई षट्कोणीय या वर्गाकार सिर नहीं, दोनों सिरों पर धागे हैं।
इंस्टॉलेशन लचीला है: इसे किसी भी छोर से डाला जा सकता है, जिससे यह उन स्थितियों के लिए उपयुक्त हो जाता है जहां जगह सीमित है और ऑपरेशन केवल एक तरफ से किया जा सकता है।
स्थापना नोट्स
चाहे आपने फुली थ्रेडेड स्टड बोल्ट खरीदे हों या नहीं, कृपया निम्नलिखित सामग्री अवश्य पढ़ें क्योंकि यह आपके लिए बहुत मददगार होगी।
(1) थ्रेड मिलान: यह पुष्टि करने के लिए संबंधित नट को कसने का प्रयास करें कि थ्रेड विनिर्देश (मीट्रिक/अंग्रेजी, मोटे धागे/महीन धागे) सुसंगत हैं।
(2) अंतिम उपचार: यदि स्टड को साइट पर काटा जाता है, तो जांचें कि कटी हुई सतह चिकनी है या नहीं, और किसी भी गड़गड़ाहट या विकृति की तलाश करें। कटी हुई सतह को फ़ाइल या चैम्फरिंग टूल से चिकना किया जाना चाहिए।
(3) सफाई: यदि स्टड और नट की सतह पर कोई तेल, जंग या मलबा है, तो पहले उन्हें अच्छी तरह से साफ करें।
(4) दोनों सिरों से सममित कसना: यदि यह एक डबल नट लॉकिंग है, तो उन्हें वैकल्पिक रूप से कसने का प्रयास करें।
(5) टॉर्क रिंच का उपयोग करना: उपकरण का उपयोग करना अधिक सुविधाजनक होगा।
(6) धागे को जब्त होने से बचाएं: धागों पर थोड़ी मात्रा में एंटी-सीजिंग एजेंट लगाने की सिफारिश की जाती है।
(7) एंटी-लूज़िंग उपकरण स्थापित करें: स्प्रिंग वॉशर, डबल नट्स (कसने), नायलॉन एंटी-लूज़िंग नट्स का उपयोग करें या थ्रेड सीलेंट लगाएं।
(8) स्प्रिंग पिन / स्लॉटेड नट: महत्वपूर्ण भागों (जैसे सस्पेंशन, घूमने वाले घटक) के लिए, इनका उपयोग स्लॉटेड नट और स्प्रिंग पिन के संयोजन में किया जाता है।
(9) नियमित पुनः कसना: प्रारंभिक ढीलापन रोकने के लिए स्थापना के कुछ दिनों बाद या उपकरण संचालन की शुरुआत में एक बार टॉर्क की जाँच करें।
हॉट टैग: पूरी तरह से थ्रेडेड स्टड बोल्ट, चीन, निर्माता, आपूर्तिकर्ता, फैक्टरी
संबंधित श्रेणी
जांच भेजें
कृपया नीचे दिए गए फॉर्म में अपनी पूछताछ देने के लिए स्वतंत्र महसूस करें। हम आपको 24 घंटों में जवाब देंगे।








